
乐盈VI电 话:xxxx-00000000
传 真:xxxx-000000
邮 箱:xxxxx.cn
地 址:xxxxxxxxxx
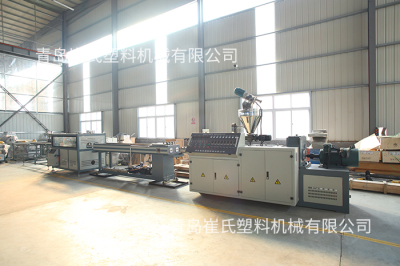
PE管材设备乐盈VI在生产产品时的安全操作规程内容,我们大家一起来看一下:
2.1按生产制造规定拆换成形模貝,发动机或料管。
(1)总体安裝发动机;
乐盈VIA、初次启动:打开发动机1-7区加温段,设置溫度为220度,升温時间为5-6小时后才可以出模发动机。
B、生产过程中:
1-7区加温段再次升温,终止8-22区加温段终止升温,约3小时后才可以出模发动机
(2)换料管:
A、打开发动机18-22区加温段,设置溫度为220度,升温時间为4-5小时后才可以开展拆卸。
乐盈VIB、在换掉内、表层的料管时,务必按规范调整好空隙规格,提温6小时后再度扭紧各个地方固定不动螺钉,随后各自旋转内、表层的模口,观查模口沿丝扣方位是不是健身运动轻松,避免固定不动螺钉拧的过紧。

(3)换模貝:
A、查验液压传动系统是不是运行一切正常,各个地方行程开关是不是及时及其导通轻松;
B、换模貝时,务必由三人与此同时实际操作。
乐盈VIC、改装完备后,打开成形机运行用20分鐘。在这里全过程中逐一查验定位螺母的松紧,避免螺母在生产过程中掉下来;逐一查验密封胶条是不是完好无损。
2.1.4调节发动机和热压成型机的核心:换好发动机和模貝后,将成形机开到生产制造部位,开启左右模貝,用千分尺和游标卡尺调节空隙。
2.1.5口模水套的安裝:待溫度做到规定后,再度扭紧各个地方固定不动的螺钉后,才可以安裝口模水套。并且用千分尺调整水套与发动机的空隙,确保平整度。
2.1.6拆换不锈钢水槽两边的配套设施导向性盘和密封垫片,调节其核心在同一平行线上。依据管道的规格型号,调节缓冲托辊的部位将管道托平。
2.1.7调节管件自动切割机前后左右夹持设备,便于融入相对应管件的激光切割。
2.1.8查验制冷台、自动切割机、堆放架是不是运行一切正常。
2.1.9查验各传动系统一部分,安全性罩是不是坚固。
乐盈VI2.1.10查验料仓有没有脏物,上料机器设备能否一切正常。
2.1.11查验各润化位置是不是优良,观查润滑脂箱油位,若不够则开展填补。
2.1.12查验冷却循环水管道是不是通畅,查验压缩空气管路、真空电磁阀路是不是顺畅;转换是不是一切正常。查验并清除机械泵、喷洒不锈钢水槽及管道中的污垢等脏物,保证管道通畅。